يتم استخدام ألياف الأراميد في إطارات الدراجات لضمان قوة الإطارات مع تحقيق وزن خفيف.
1. التصميم الهيكلي لإطارات الألياف القصيرة المقاومة للثقب من الأراميد
إن إضافة طبقة من ألياف الأراميد القصيرة المقاومة للثقب بين طبقة الحبل ومطاط مداس إطارات الدراجات يُعزز مقاومة الإطار للثقب بفعالية. على الرغم من أن الأجسام الحادة، مثل المسامير، قد تخترق مطاط مداس الإطار، إلا أنها عند ملامستها لطبقة الألياف القصيرة المقاومة للثقب، تمنع اختراق الأجسام الغريبة بفضل الضغط الداخلي للإطار، مما يمنع ثقب الأنبوب الداخلي.
2. استخدام ألياف الأراميد القصيرة في طبقة مقاومة للثقب
بالنظر إلى جدوى إنتاج إطارات الدراجات بطبقة مقاومة للثقب من ألياف الأراميد القصيرة، فإن الصيغة الأساسية للطبقة المقاومة للثقب تعتمد على صيغة مطاط مداس إطار الدراجة المستخدمة على نطاق واسع في إنتاج الإطارات، ويتم التحقيق في تأثير تطبيق جرعات مختلفة من ألياف الأراميد القصيرة على أساس الصيغة الأساسية.
2.1 تحليل التأثير التعزيزي للألياف القصيرة الأراميد
تشتمل مواد التعزيز بالألياف القصيرة الشائعة في المركبات المطاطية على ألياف السليلوز وألياف القطن وألياف البوليستر وألياف النايلون وألياف الأراميد وما إلى ذلك، والتي يمكن أن تعمل جميعها على تحسين قوة المركب المطاطي.
هناك ألياف دقيقة على
لب الأراميد . ومن خلال التحليل المورفولوجي ثلاثي الأبعاد، يمكن إيجاد أن ألياف لب الأراميد الدقيقة قادرة على جعل الرابطة بين لب الأراميد ومصفوفة المطاط أكثر قوة.
يصعب توزيع ألياف الأراميد القصيرة غير المجعدة والمفرومة، بطول أقل من 6 مم، بالتساوي أثناء الخلط. يتميز لب الأراميد، ذو مساحة السطح النوعية العالية (7-9 متر مربع · جم -1)، بأنه رقيق نسبيًا، وعرضة للكهرباء الساكنة، ويصعب خلطه مع مركب المطاط، مما يؤدي إلى توزيع غير متساوٍ. لتحسين توزيع لب الأراميد في مصفوفة المطاط، يمكن خلط لب الأراميد على شكل مُشتت أو ماسترباتش. وقد طورت شركة دوبونت تقنية حاصلة على براءة اختراع تُحسّن توزيع لب الأراميد في مصفوفة المطاط. ويُسمى المنتج المُصنع بهذه الطريقة كيفلر®EE.
وقد أظهرت التجارب أن معامل المرونة المركب للمطاط المقوى بلب الأراميد Kevlar®EE يزداد مع زيادة محتوى لب الأراميد، ولذلك تستخدم هذه الدراسة لب الأراميد Kevlar®EE.
2.2 تأثير جرعة لب الأراميد على التصاق الواجهة المطاطية
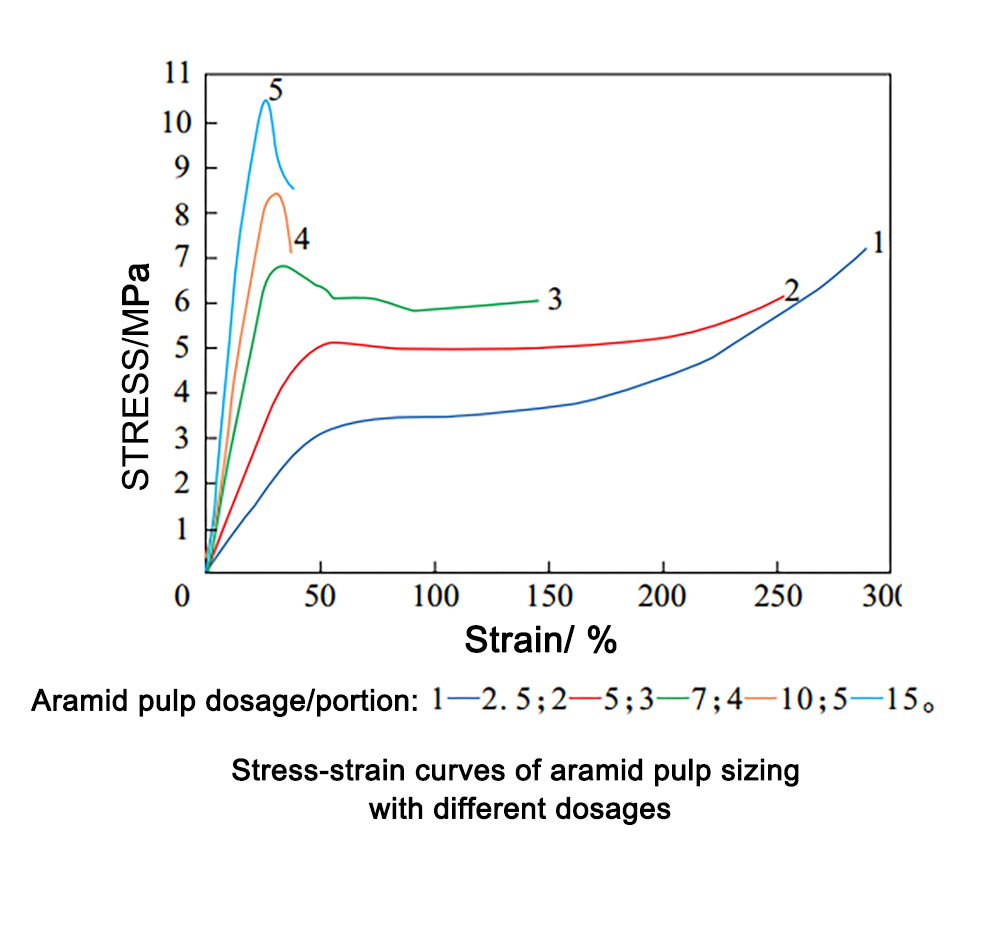
مع زيادة جرعة لب الأراميد، تزداد قوة الشد وقوة التمزق للمركب المطاطي، وينخفض استطالة الانزلاق السطحي، ولا تتغير طاقة الانزلاق السطحي النسبية.
مع زيادة قوة الشد الخارجية تدريجيًا، يحدث انزلاق بين ألياف الأراميد ومركب المطاط في الطبقة المضادة للطعن، ويحدث الانزلاق بين السطوح في النهاية، مما يؤدي إلى نقطة انعطاف في منحنى الإجهاد والانفعال. يتم التعبير عن طاقة الانزلاق بين السطوح النسبية لمركب مطاط ألياف الأراميد في منحنى الإجهاد والانفعال لمركب المطاط، وهو ما يعادل مساحة الشكل المثلث التقريبي المحاط بالمنحنى والمحور الأفقي. يمكن أن يعكس استخدام طاقة الانزلاق بين السطوح النسبية بشكل أكثر حدسية طاقة مركب المطاط لإنتاج الانزلاق بين السطوح. إجهاد مركب المطاط المملوء بجرعات مختلفة من لب الأراميد. من هذا التحليل، يمكن أيضًا استنتاج أن جرعة لب الأراميد لها تأثير ضئيل على طاقة الانزلاق بين السطوح النسبية لمركب المطاط في الطبقة المضادة للطعن.
3. تحضير طبقة لب الأراميد المضادة للثقب
تتضمن عملية تحضير طبقة لب الأراميد المضادة للثقب لإطار الدراجة عملية تليين المطاط → التشكيل → إعادة تنقية الورقة → إضافة عامل مركب → ورقة مغلفة مضادة للثقب → التبريد → القطع.
من خلال التحليل، يُمكن تحديد أن العوامل الرئيسية المؤثرة على أداء طبقة لب الأراميد المقاومة للثقب هي جرعة لب الأراميد، وسمك طبقة لب الأراميد المقاومة للثقب، ومدة فلكنة الإطارات. بعد خلط مطاط طبقة لب الأراميد المقاومة للثقب، يُقطع إلى صفائح مطاطية مقاومة للثقب بسماكات وأحجام مختلفة باستخدام مكبس صفائح وقاطع، وفقًا لمعايير عملية إنتاج إطارات الدراجات بمواصفات مختلفة، للاستخدام الاحتياطي.
4. تحليل العوامل المؤثرة على أداء الإطارات
4.1 جرعة لب الأراميد
تأثير جرعة لب الأراميد في طبقة المطاط المضادة للثقب على قوة جسم الإطار وقوة الترابط.
مع زيادة جرعة لب الأراميد، تتحسن قوة هيكل الإطار بشكل ملحوظ، مما يُحسّن من مقاومته للثقب. ويرجع ذلك إلى أن زيادة جرعة لب الأراميد تُحسّن معامل مرونة المطاط، مما يُعزز قوة هيكل الإطار.
مع زيادة كمية لب الأراميد، تقل قوة التصاق هيكل الإطار، مما يؤدي إلى انخفاض متانته. ويرجع ذلك أساسًا إلى أن زيادة كمية لب الأراميد تؤدي إلى انخفاض قوة التصاق المطاط، مما يؤدي إلى انخفاض ملحوظ في الالتصاق بين الطبقة المقاومة للثقب وطبقة الحبل.
4.2 سمك الطبقة المضادة للثقب
تأثير سمك الطبقة المضادة للثقب على قوة وتماسك جسم الإطار.
مع زيادة سمك طبقة مقاومة الثقب، تزداد قوة هيكل الإطار، وتتحسن مقاومته للثقب بشكل ملحوظ؛ تأثير سمك طبقة مقاومة الثقب على التصاق هيكل الإطار غير واضح. كلما زادت سماكة طبقة مقاومة الثقب، زادت مقاومة الإطار للثقب، ولكنها ستزيد من وزن الإطار، مما لا يساعد على خفة وزنه؛ كما أن زيادة سمك طبقة مقاومة الثقب ستزيد من تكلفة الإطار؛ طبقة مقاومة الثقب السميكة جدًا لا تساعد على تبديد حرارة الإطار، ومن السهل أن تسبب مشاكل أخرى أثناء قيادة الإطار.
4.3 وقت الفلكنة
درجة الحرارة والضغط والوقت هي العناصر الثلاثة لعملية فلكنة الإطارات، وعادةً ما تكون درجة الحرارة والضغط محددتين، لذا يُعدّ وقت الفلكنة العامل الرئيسي المؤثر على أداء الإطار. ولوقت الفلكنة تأثير كبير على أداء المنتجات المطاطية.
تأثير وقت الفلكنة على قوة الإطار وقوة الترابط.
في نطاق البركنة الطبيعي للإطارات (8.5-9.5 دقيقة)، تتقلب قوة الإطار وأداء الترابط قليلاً؛ ولكن عندما يكون الإطار تحت البركنة أو فوقها، تنخفض قوة الإطار وأداء الترابط بشكل كبير مع زيادة تحت البركنة أو فوقها.
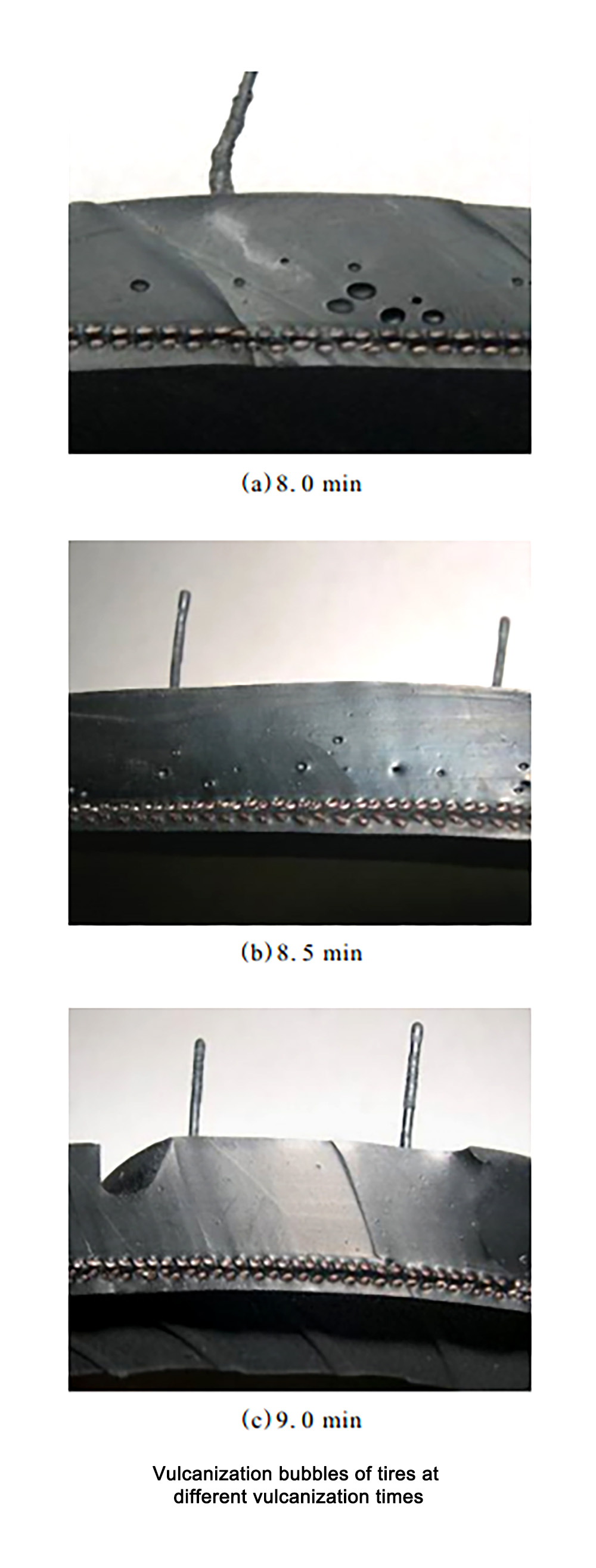
من أجل تحديد وقت الفلكنة الإيجابي للإطارات بسرعة تحت جرعات مختلفة من لب الأراميد وسمك طبقة مقاومة للثقب، يمكن استخدام طريقة وقت النقطة الحرجة للفقاعة. أولاً، يتم توضيح تعريفين. الأول هو وقت نقطة الفقاعة، أي الوقت الذي تظهر فيه الفقاعات في الإطار عند الفلكنة عند درجة حرارة وضغط معينين؛ والآخر هو وقت النقطة الحرجة للفقاعة، أي الوقت الذي تختفي فيه الفقاعات عند الفلكنة عند درجة حرارة وضغط معينين. على سبيل المثال: يظهر وضع الفقاعة لإطار بمواصفات معينة في أوقات فلكنة مختلفة تحت درجة الحرارة والضغط الحاليين في الشكل 7، ويمكن استنتاج أن وقت نقطة الفقاعة للإطار بهذه المواصفات هو 8.5 دقيقة ووقت النقطة الحرجة للفقاعة هو 9.0 دقائق.
يمكن ضبط وقت النقطة الحرجة الأولية للفقاعة بناءً على مواصفات مماثلة لتحديد وقت النقطة الحرجة للفقاعة للإطار وفقًا لهذه المواصفات بشكل أولي، أي وقت الفلكنة المؤقت مطروحًا منه وقت الأمان. تتمثل طريقة وقت النقطة الحرجة الفعلية للفقاعة في فلكنة الإطار وفقًا لوقت النقطة الحرجة الأولية للفقاعة. إذا لم تظهر أي فقاعات، يتم تقصير وقت الفلكنة بشكل مناسب (يتم تقليله بمقدار 15 إلى 60 ثانية في كل مرة وفقًا للمواصفات المحددة) حتى يتم العثور على وقت النقطة الحرجة للفقاعة؛ إذا ظهرت فقاعات، يتم تمديد وقت الفلكنة بشكل مناسب (يزداد وفقًا لموقع وحجم الفقاعات) حتى يتم العثور على وقت النقطة الحرجة للفقاعة. عند تأكيد نقطة الفقاعة للإطار، يجب قطع الإطار وهو ساخن لمراقبة ما إذا كان قسم الإطار (بما في ذلك مداس القوالب العلوية والسفلية، وبين طبقات الحبل، وحواف الإطار، وما إلى ذلك) به فقاعات، ووضع علامة عليها. زمن الفلكنة الإيجابي هو مجموع زمن النقطة الحرجة للفقاعة، وزمن الأمان، وزمن التأثر بالعوامل الموسمية. بناءً على التجربة، عندما يكون زمن النقطة الحرجة للفقاعة ≤5، و5 إلى 7، و8 إلى 14، و15 إلى 18، و≥18 دقيقة، يكون زمن الأمان 1، و2، و3، و4 دقائق، و20% من زمن النقطة الحرجة للفقاعة على التوالي.
خاتمة
تم تحليل ومقارنة التأثيرات التعزيزية لألياف الأراميد الأساسية ولب الأراميد على المطاط، واستُخدم لب الأراميد Kevlar®EE لتحضير الطبقة المقاومة للثقب لإطارات الدراجات. دُرست آثار جرعة لب الأراميد، وسمك الطبقة المقاومة للثقب، وزمن الفلكنة على متانة هيكل الإطار وأداء الالتصاق. وكانت الاستنتاجات كما يلي:
- مع زيادة جرعة لب الأراميد، زادت قوة جسم الإطار بشكل ملحوظ، لكن أداء الالتصاق انخفض.
- مع زيادة سمك الطبقة المقاومة للثقب، زادت قوة جسم الإطار، وكان اتجاه تغيير قوة الالتصاق غير منتظم.
- في نطاق الفلكنة الطبيعي للإطارات، تقلبت قوة جسم الإطار وأداء الالتصاق قليلاً؛ ولكن عندما كان الإطار في حالة تحت الكبريت أو فوق الكبريت، مع زيادة درجة تحت الكبريت وفائض الكبريت، انخفضت قوة جسم الإطار وأداء الالتصاق بشكل كبير.